



通过信息化系统与智能装备的集成,应用虚拟制造仿真技术及工艺优化布局,结合自主研发的智能装备组建智能生产线,实现少人化、高效率生产模式。
1、智能冲压生产线及装备
智能冲压生产线将独立的装备组合在一起,在智能控制系统及其应用软件的支撑下,配合自主研发的夹具系统实现灵活编程、快速换线的柔性制造模式。
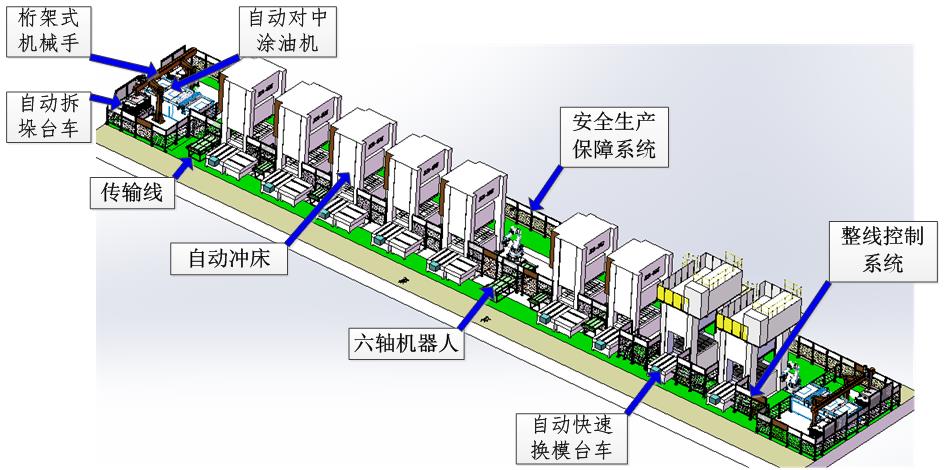
图1、智能冲压生产线典型应用方案
1.1、桁架式机械手:主要由机械系统、伺服电机驱动系统、减速机、传动系统和PLC控制系统、气动液压部件。系统采用了最新的PLC控制技术以及伺服运动控制技术,使机械手效率更高、使用范围更广、工艺更加稳定方便。在一定范围内进行动作任意组合,实现钣金冲压加工过程的自动搬运及上下料。

图2、桁架式机械手
1.2、自动快速换模台车:主要由换模台车、专用推拉机构、过渡导轨、控制系统、防护装置等组成,采用双工位集成式(一用一备),在传感器及控制系统配合下,实现对冲床及压机模具全自动切换作业。

图3、自动快速换模台车
1.3、自动拆垛台车:主要由承载底座、专用定位机构、自动升降机构、控制系统、防护装置等组成,装置设置末料自动检测、分张系统兼容钢板、不锈钢板等多种坯料的分张,底部设置自动升降平台根据取料后传感器反馈情况自动提升垛料高度,实现装备的自动拆垛功能循环。

图4、自动拆垛台车
1.4、多工位Transfer模具冲压线自动化系统:适用于多工序连续模的冲压工件在各工序间的移载。整机由数控系统控制,满足模具对移载机械手的各种运动轨迹要求。装备外置于冲床,与冲床联动工作,有悬挂式、落地式两种结构布置方式,布置灵活,不占压机工作台面空间,与压机匹配后达10次/分钟工作频率,大幅提高生产效率,减少冲压线上配备的工人成本。

图5、多工位Transfer模具冲压线自动化系统
1.5、自动化薄板冲压生产过程中,板料经过拆垛、涂油工序后,位置发生变化,为了确保机器人或机械手抓取板料的精度和速度,对板料需要进行再次对中定位。对中台在冲压及薄板折弯应用已经非常广泛,并且方式多样化。
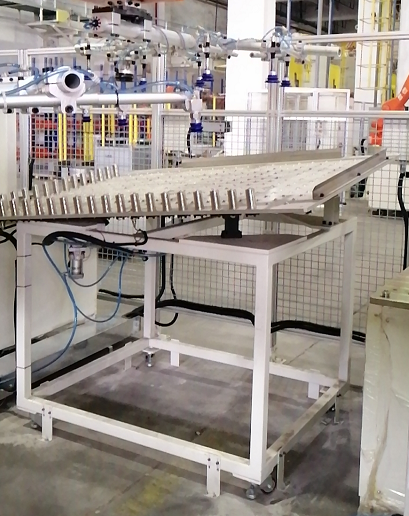
图6、重力对中台
2、智能装配焊接生产线及装备
定制化智能焊接柔性化生产线,根据客户特定要求,实现自动化装配、搬运、点焊、预热、焊接、后热等生产程序,采用智能化柔性焊接生产线解决了客户的多方案需求,自动识别因工件形状大小不一,自动识别焊缝进行焊接,提高了焊接稳定性,降低了工人的劳动强度,改善了工人的工作环境,改变了传统的工作方式。该生产线已合理安排产品工艺流程,满足生产节拍为基础,充分考虑各工序间的供求管理,力求生产线性能比,同时以生产线的经济性、安全性、良好的操作性、焊接的可靠性和生厂线的高柔性为设计准则。

图6、机器人总装系统
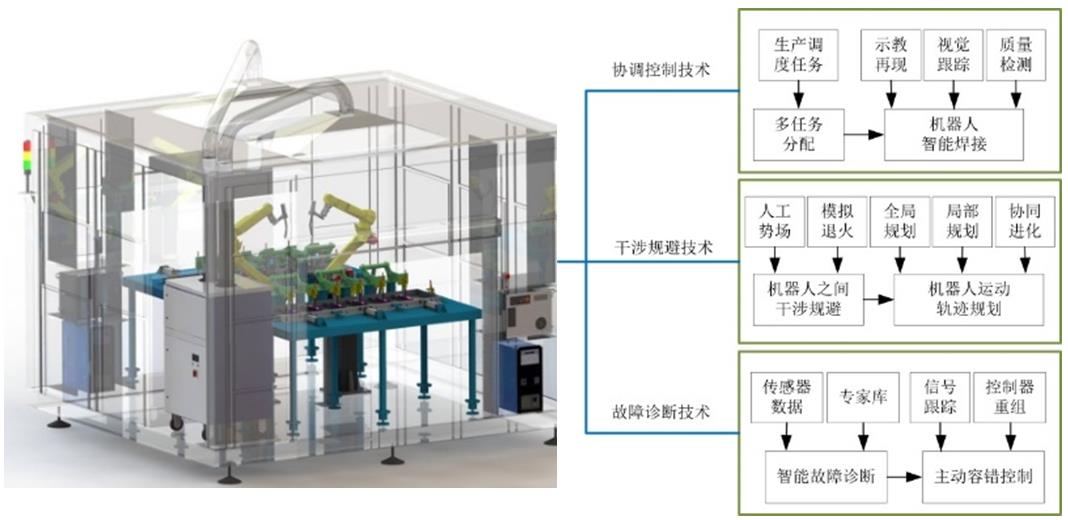
图7、机器人焊接自动化方案

图8、机器人焊接系统
3、3C产品智能生产线及装备
3.1、机器人异型元件插装生产线:是基于水平多关节(SCARA)机器人的基础上,结合CCD视觉定位技术,针对电子行业异型元件的自动插件、自动装配需求而开发的;具有高速、高精度、插件覆盖范围大及高稳定性等特点,单点平均插件速度为1.0s-1.8s左右,可配备多头插件装置,是替代人工作业的理想的组装设备。整体模块化可实现灵活连线应用。

图9、机器人异型元件插装机
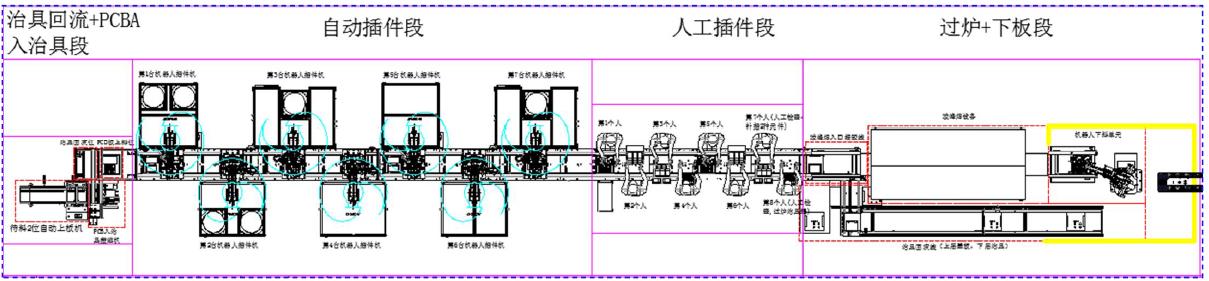
图10、机器人自动插件生产线应用示例
3.2、机器人自动焊接生产线:针对电子行业有、无铅电子元器件焊接设计,采用流水线形式,焊接夹具机器人拆卸、自动回流,中间无需人员衔接,装备设计有CCD校正功能,机械手焊接前自动拾取待焊接板件mark点,反馈给机械手并校正坐标,补偿焊接位置,弥补夹具一致性不好及设备运输公差。设备每焊点节拍可达1.2-1.8S。
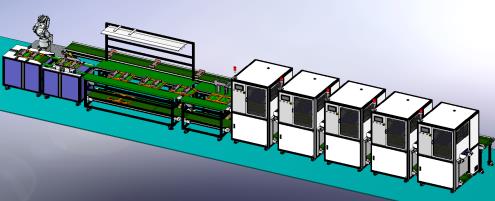
图11、机器人自动焊接生产线仿真设计

图12、机器人自动焊接生产线现场应用
3.3、智能电能表自动化生产线:
工艺流程:装配→初校→复校→超声波焊接→打螺丝→封印→刻码→视觉图像识别→下料分拣。自动化生产线软硬件自主设计集成,可实现20多个工序的全自动化操作与检测。是目前国内电表企业应用检测工序最多、兼容产品类型最广、最先进的自动化生产线方案之一。

图13、智能电能表自动化生产线集成

